手 机:15106358106 李经理
手 机:13969529287 王经理
邮 箱:2756355558@qq.com
联系地址:山东聊城经济开发区将官屯工业园



手 机:15106358106 李经理
手 机:13969529287 王经理
邮 箱:2756355558@qq.com
联系地址:山东聊城经济开发区将官屯工业园
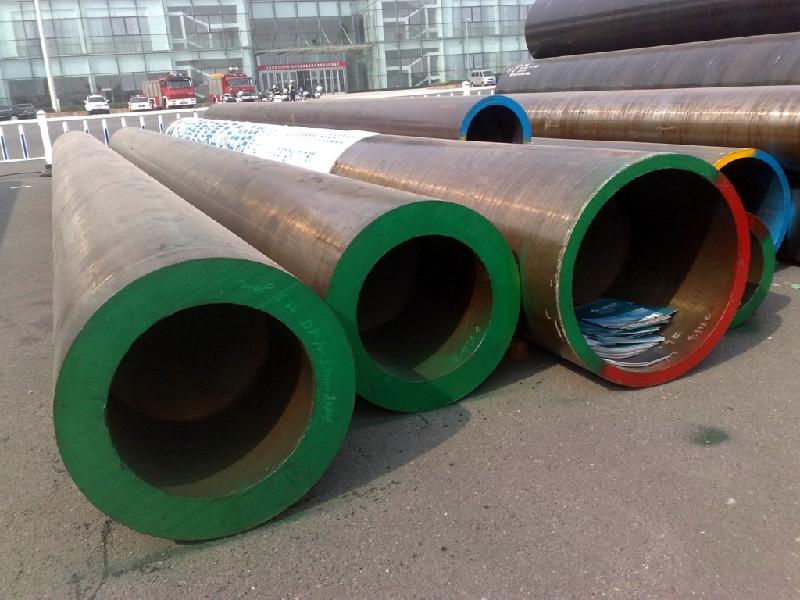
为了将实心圆钢穿轧戊中空的成品钢管,不论采用什么样殷穿孔与轧管方式,ik产厚壁无缝钢管时的基本工序均为:
1)坯料赊备。包括管坯入库、管坯切断(剪断或气割断)、剥皮修磨、探伤检查、以及质合金钢管坯的表面处理(如酸洗)与冷定心等。
2)管坏加热。通常在环形加热炉或斜底式符坯加热炉内进行加热,管坯出炉后一般都经过热定心送往穿孔上序o
3)穿孔。将实心圆钢穿轧戊空心的厚壁毛僻,通常采用两辊或三辊式斜轧穿孔饥来穿孔。总管还为钢锭成连访方坯时,可在水压机亡冲孔,或在两辊(纵轧)压力穿孔机 P.P.M.轧机1:批轧穿孔。
4)轧管。为了使空心毛管道一步减径减壁,必须在轧管机上特毛管加工成览管。对于自动轧管机组,轧管后还要经过均整机进行均整。
5)再加热与定减径。为了最终获得所要求的成从管,通常对荒管进行再加热,然后在定径机上、减径机上、张力减径帆上或扩径机上进行加工,获得各种规格尺寸的成品钢管。
6)稍整、检查反包装入库。
COPYRIGHT © 山东鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号-18