手 机:15106358106 李经理
手 机:13969529287 王经理
邮 箱:2756355558@qq.com
联系地址:山东聊城经济开发区将官屯工业园



手 机:15106358106 李经理
手 机:13969529287 王经理
邮 箱:2756355558@qq.com
联系地址:山东聊城经济开发区将官屯工业园
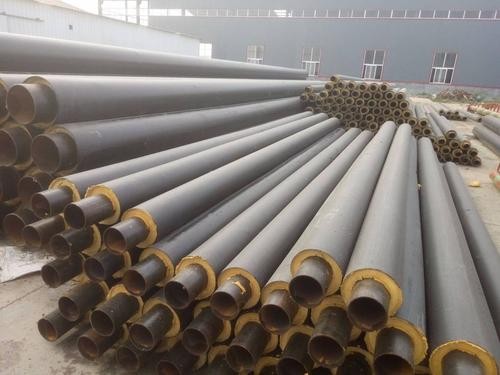
许多用过厚壁钢管的客户都会反映厚壁钢管的质量真的可以称得上是一流。前几天就有客户徐先生打来电话说,它三年前从我们厂购买的厚壁钢管作为房屋支撑架用,一直到现在厚壁钢管竟然都没有生锈,而且耐压力,耐重力都非常的好。所以他就打算做我们厂厚壁钢管的代理商,要求小编介绍一下厚壁钢管的生产工艺流程。小编听到这样的反馈心里也很高兴,所以把厚壁钢管的生产工艺流程整理了一下,希望对大家能够有所帮助。
厚壁钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成厚壁钢管。厚壁钢管内径由定径机钻头的外径长度来确定。厚壁钢管经定径后,进入冷却塔中,通过喷水冷却,厚壁钢管经冷却后,就要被矫直。厚壁钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若厚壁钢管内部有裂纹,气泡等问题,将被探测出。厚壁钢管质检后还要通过严格的手工挑选。厚壁钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 无缝厚壁钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
开卷板探:将钢板开卷后进入生产线,首先进行全板超声波检验。矫平铣边:通过压砧机使原来卷曲的钢板平整,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。 剪切成型:在生产线上将钢板沿外沿螺旋卷曲成管状。对焊切割:采用先进的双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的厚壁钢管使用等离子尺切割成规范长度。
目视检查:由专业技术人员对一些基本的参数进行检查。超声波探伤:对内外焊缝及焊缝两侧母材进行100%的检查X射线探伤:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。打压试验:在水压试验机上对厚壁钢管进行逐根检验以保证厚壁钢管达到标准要求的试验压力。倒棱平头:将检验合格后的厚壁钢管进行管端加工,达到要求的管端坡口尺寸最后检查:再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷 涂油打标:合格后的厚壁钢管进行涂油以防腐蚀,并根据用户要求进行打标。除了以上检测项目外,根据API标准及其它相关标准和一些用户的特殊要求,还需要对钢板、厚壁钢管进行有损检验和其它检验,其中包括进厂原材料理化性能的抽检,100%的钢板外观检查。
COPYRIGHT © 山东鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号-18